
'%20/%3e%3cpath%20fill-rule='evenodd'%20clip-rule='evenodd'%20d='M11.7109%2022.7648C9.46071%2022.7648%208.415%2022.4363%206.59733%2021.1223C5.44758%2022.6006%201.80675%2023.7558%201.64796%2021.7793C1.64796%2020.2957%201.31946%2019.0419%200.94716%2017.6731C0.5037%2015.9868%200%2014.1089%200%2011.3879C0%204.88913%205.33262%200%2011.6507%200C17.9743%200%2022.9291%205.13003%2022.9291%2011.4481C22.9503%2017.6685%2017.9313%2022.7317%2011.7109%2022.7648ZM11.804%205.61729C8.72709%205.45853%206.32904%207.58829%205.79798%2010.928C5.35998%2013.6929%206.13743%2017.0599%206.79989%2017.2351C7.11744%2017.3118%207.91679%2016.6658%208.415%2016.1675C9.23884%2016.7367%2010.1982%2017.0785%2011.1963%2017.1585C14.3845%2017.3119%2017.1087%2014.8847%2017.3227%2011.7C17.4474%208.50854%2014.9926%205.80542%2011.804%205.62278V5.61729Z'%20fill='url(%23paint1_radial_2001_51)'%20/%3e%3cdefs%3e%3clinearGradient%20id='paint0_linear_2001_51'%20x1='2.70214'%20y1='17.363'%20x2='22.9151'%20y2='11.3674'%20gradientUnits='userSpaceOnUse'%3e%3cstop%20stop-color='%2344CCFF'%20/%3e%3cstop%20offset='0.662'%20stop-color='%235533EE'%20/%3e%3cstop%20offset='1'%20stop-color='%239933DD'%20/%3e%3c/linearGradient%3e%3cradialGradient%20id='paint1_radial_2001_51'%20cx='0'%20cy='0'%20r='1'%20gradientTransform='matrix(17.3761%2021.6384%20-8.95432%207.12843%20-0.545503%20-10.0266)'%20gradientUnits='userSpaceOnUse'%3e%3cstop%20stop-color='%230000FF'%20/%3e%3cstop%20offset='1'%20stop-opacity='0'%20/%3e%3c/radialGradient%3e%3c/defs%3e%3c/svg%3e)
Как ленточно-делительный станок экономит деньги?
Тенденция использования ленточно-делительных станков в производстве погонажа значительно возросла.
При этом, существует немалое количество предприятий, которые так или иначе специализируются на производстве погонажных изделий, но до сих пор не интегрировали себе технологию деления доски по толщине перед дальнейшим профилированием.
Не будем углубляться в причины, однако, разберем преимущества использования лентоно-делительных станков.
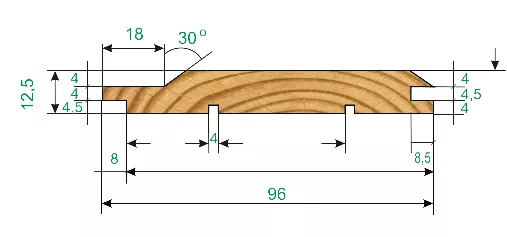
Самый яркий пример – производство евровагонки.
Ситуация №1
Размер евровагонки 12,5х96 мм, следовательно, размер заготовки для строгания должен быть ~ 14х98 мм, исходя из чего размер сырой доски ~ 15х100 мм. Именно здесь кроется 3 самых важных производственных момента:
- ⛔ чем тоньше доска, тем больше пропилов нужно сделать в лафете, получив больше опилок и меньше % выход
- ⛔ чем тоньше доска, тем меньше загрузка сушильной камеры (т.к. сушильный штабель имеет определенный размер и каждый ряд уложен через прокладку)
– ⛔ сушить тонкую заготовку крайне проблематично, она гораздо больше подвержена короблению, чем например, 50х100 мм
Ситуация №2
Предположим, мы напилили доску 50х100 мм, а дальше следите за руками:
- ✅ толще доска, меньше пропилов в лафете, больше % выход
- ✅ толще доска, больше загрузка сушильной камеры
- ✅ толстую доску проще сушить, она менее подвержена короблению
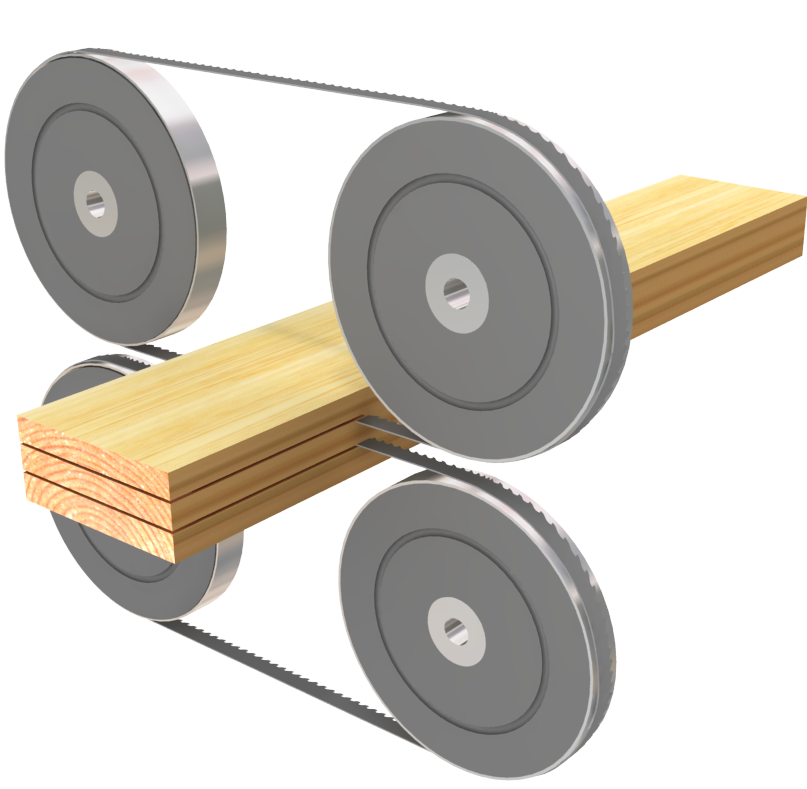
Берем высушенную доску и пропускаем ее через двух-ленточный делительный станок SAWLINE SL-66, и получаем еще 2 преимущества:
- ✅ за один проход получили сразу 3шт. заготовки для вагонки (без коробления)
- ✅ пропилы всего ~ 1,4 мм
На этом примере очень хорошо заметны безусловные преимущества использования ленточно-делительных станков при производстве погонажа.
И таких примеров может быть много.
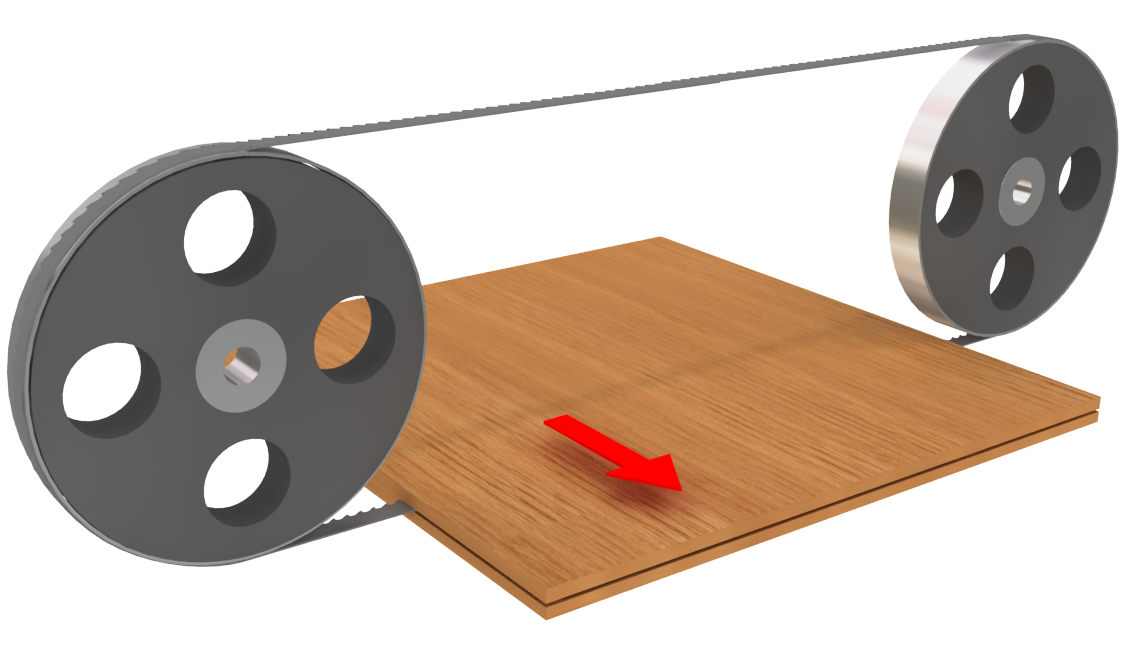
Использование ленточных делителей при производстве мебельного щита
Если, например, основной шит, который вы изготавливаете – 20 мм, то имеет смысл делать заготовку щита 42 мм (время производства 20 мм и 42 мм приблизительно одинаковое), затем щит поделить на ленточно-делительном станке SAWLINE - SL 400/500/650 heavy duty. Таким образом производительность на участке производства щита существенно увеличится.

Давайте разберемся, какие бывают ленточно-делительные станки, и как правильно их выбирать!
Оборудование можно классифицировать на:
- однопильные ленточно-делительные станки
- двухпильные ленточно-делительные станки
- горизонтальные ленточно-делительные станки
- вертикальные ленточно-делительные станки
- наклонные ленточно-делительные станки
- ленточно-делительные станки с увеличенной шириной обработки
- многопильные ленточно-делительные станки
На что обращать внимание при выборе ленточно-делительного станка?
- Параметры заготовки, которую можно пропустить через станок (Минимальное и максимальное сечение, а также длина)
- Ширина используемой ленты (при пилении заготовки шириной до 200 мм, можно смело использовать ленты до 30 мм, но при пилении заготовок 400-600 и более нужно использовать ленту шире 50 мм и более, так как она будет более устойчиво себя вести в пропиле и качество получаемой геометрии будет выше; по тем же причинам, при пиление твердолиственных пород рекомендуется также использовать ленту шириной 50 мм и более)
- Мощность двигателя. Чем мощнее двигатель, тем легче будет пилить станок, и у него будет запас мощности для увеличения скорости подачи, а значит и увеличения производительности.
- Натяжение ленточного полотна. Делайте выбор в пользу гидравлики, которая поддерживает натяжение в постоянном заданном режиме ( операторам не нужно отвлекаться , для мониторинга растяжения ленты, а качество получаемой продукции всегда будет высоким, так как лента всегда натянута и ее не будет колебать в пропиле)
- Механизм подачи заготовки. Существует электромеханический привод и гидравлический. Электромеханический привод проще, и его предпочтительнее использовать на заготовках малого сечения (шириной до 300 мм) Гидравлический привод предпочтительнее использовать на заготовках большого сечения (таких, как мебельный щит)
- Установка размеров выпиливаемых заготовок. На станке должна быть установлена электронная линейка. С помощью нее очень быстро и точно можно установить размер. Ручная установка размеров, как правило, уже не используется и применима к устаревшим моделям.
- Прижим заготовки. Делайте выбор в пользу пневматической системы прижима, так как в данном случае можно легко регулировать и задавать нужное усилие прижима в зависимости от задачи.
- Система орошения пил. Эта функция позволяет выполнять сразу 2 функции: охлаждает пилу, и препятствует налипанию опилок. Тем самым увеличивается ресурс использования инструмента.
Существует еще много нюансов, на которые стоит обращать внимание, и учесть их все задача непростая -- специалисты компании ПРАЙД помогут вам в выборе подходящего оборудования, оставляйте заявки и звоните по телефону!